


















Aplikasi Bengkel Model LH Overhead Crane
Deskripsi Produk
Apa itu Derek Overhead Model LH?
Seri LH biasanya mengacu pada aderek overhead girder tunggal dengan kerekan listrik. Ini ditandai dengan itudesain ekonomis, komponen terstandar, dan kemudahan pemasangan. Ini adalah derek pekerja keras untuk penanganan material umum yang tidak memerlukan kapasitas ekstrem atau bersepeda tugas berat.
Karakteristik Utama:
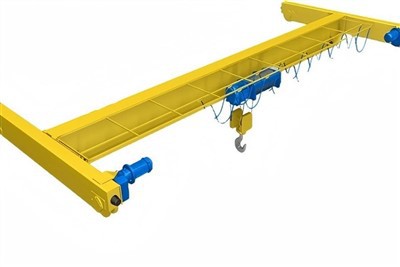
Struktur:Gelagar tunggal (biasanya balok baja canai I-atau gelagar kotak yang dilas).
Kerekan:Kerekan tali kawat listrik terstandarisasi (tipe CD/MD atau sejenisnya) yang dipasang di sepanjang flensa bawah gelagar.
Menyetir:Truk akhir dengan motor listrik untuk perjalanan jembatan; perjalanan troli diintegrasikan ke dalam unit kerekan.
Kontrol:Kontrol tombol tekan-yang paling umum. Radio jarak jauh adalah opsi peningkatan.
Kisaran Kapasitas:Biasanya dari1 ton hingga 20 ton.
Menjangkau:Biasanya sampai28-31,5 meter.
Kelas Tugas:Umumnya A3 (Medium Duty) atau A4 (Heavy Duty) di bawah standar FEM/ISO, cocok untuk beberapa lift per jam.
Opsi Konfigurasi untuk Kebutuhan Khusus
Meskipun standar, derek LH dapat dikonfigurasi untuk meningkatkan utilitas bengkel:
Jenis Kerekan:Pilihan antara hoist standar (CD) dan{0}kecepatan ganda (MD) untuk penentuan beban yang lebih presisi.
Tipe Gelagar:Gelagar baja canai (untuk bentang lebih pendek, biaya lebih rendah) vs. gelagar kotak yang dilas (untuk bentang lebih panjang, defleksi lebih sedikit).
Kontrol: Kontrol liontin(paling umum) ataukendali jarak jauh radio(untuk visibilitas dan keselamatan yang lebih baik ketika operator harus berada di dekat beban).
Perlengkapan Pengangkat:Dilengkapi denganmengangkat magnetuntuk menangani lembaran baja,C-kaituntuk kumparan, ataupengangkat lembaran.
Lingkungan Khusus:Dapat dibangun dengan insulasi yang ditingkatkan untuktugas pengecoranatau komponen-tahan ledakan untuk area berbahaya (meskipun hal ini kurang umum dilakukan pada model LH dasar).
Perbandingan dengan Opsi yang Lebih Kuat
| Fitur | Derek Bengkel LH (Girder Tunggal). | Derek QDY (Girder Ganda). |
|---|---|---|
| Terbaik Untuk | Tugas Ringan/Sedang, tugas bengkel umum | Tugas berat, intensif,{0}}presisi tinggi |
| Kapasitas | Hingga20 ton(biasanya 1-10t) | 5 ton hingga 500+ ton |
| Biaya | Terendahbiaya awal dan operasional | Jauh lebih tinggi |
| Ruang kepala | Bagus sekali(kerekan di bawah gelagar) | Bagus, tapi memerlukan-ketinggian yang lebih tinggi |
| Siklus Tugas | Intermiten hingga Sedang (A3-A4) | Berat hingga Berkelanjutan (A4-A7) |
| Presisi | Baik untuk penggunaan umum | Unggul(balok yang lebih kaku,-troli berjalan paling atas) |
| Bengkel Cocok | Ideal untukberukuran kecil hingga sedang-bengkel | Untukpabrik industri besardengan proses yang berat |
Komponen Inti: Gearbox, Motor, Gear
Tempat Asal: Henan, Cina
Garansi: 1 Tahun
Berat (KG): 10.000 kg
Inspeksi video keluar-: Disediakan
Laporan Uji Mesin: Disediakan
Unit Penjualan: Item tunggal
Ukuran paket tunggal: 600X300X300 cm
Berat kotor tunggal: 200.000 kg

Gambar & Komponen
Komponen Struktur Inti
1. Majelis Girder Utama
Girder Utama Tunggal:Biasanya abaja canai I-balok(untuk bentang < 20m) ataugelagar kotak yang dilas(untuk bentang > 20m). Ini adalah bagian penahan beban-horizontal utama.
Ikatan/Konektor Akhir:Anggota struktural menghubungkan dua ujung truk, memberikan stabilitas lateral pada seluruh struktur jembatan.
Rel Derek:KecilRel baja A45 atau A55dipasang pada flensa bawah gelagar utama agar troli pengangkat dapat berjalan.

2. Akhiri Rakitan Truk
Rangka Truk Akhir:Rangka baja di setiap ujung derek yang menampung roda dan mekanisme penggerak.
Roda Perjalanan Jembatan:Roda baja-berflensa ganda (biasanya 2-4 buah per ujung truk) yang dipasang pada rel landasan yang dipasang pada struktur bangunan bengkel.
Unit Penggerak Jembatan:Terdiri dari:
Penggerak Motor:Motor listrik 0,4-1,5 kW (tergantung berat dan kecepatan derek).
Peredam/Gearbox:Peredam roda gigi heliks-sudut kanan dipasang langsung ke poros roda.
Rem:Seringkali rem-yang dilepaskan secara elektrik, pegas-diintegrasikan ke dalam motor.
 |
 |
Sistem Pengangkatan & Troli
3. Kerekan Tali Kawat Listrik (Tipe CD/MD Standar)
Ini adalah unit yang telah-dirakit dan dikemas yang berfungsi sebagai mekanisme pengangkatan dan troli.
Rangka/Cangkang Kerekan:Rumah baja tertutup yang berisi semua komponen mekanis.
Motor Kerekan:Motor sangkar tupai-kecepatan ganda (tipe MD) atau-kecepatan tunggal (tipe CD) dengan perlindungan termal.
Peredam:Unit reduksi roda gigi heliks multi-tahap untuk penggandaan torsi.
Drum Tali Kawat:Drum baja beralur untuk menggulung tali kawat, dengan pemesinan presisi untuk pelapisan yang merata.
Tali Kawat:Tali kawat baja kelas 6x19 atau 6x37 dengan inti tali kawat independen (IWRC).
Blok Kait:Kait putar dengan bantalan rol presisi, sesuai kapasitas derek dengan kait pengaman.
Sakelar Batas Atas/Bawah:Sakelar mekanis atau elektronik untuk mencegah-pengangkatan berlebihan.
4. Mekanisme Troli
Roda Troli:Empat roda (dua penggerak, dua pemalas) yang berjalan di sepanjang rel pada flensa bawah gelagar utama.
Penggerak Troli:Terintegrasi ke dalam unit hoist dengan motor kecil terpisah dan peredam untuk pergerakan lateral.
bemper:Penyangga karet atau poliuretan di ujung troli untuk menyerap benturan pada batas perjalanan.
 |
 |
Sistem Kelistrikan & Kontrol
5. Sistem Catu Daya
Sistem Konduktor:Salah satu dari tiga jenis:
Sistem Memperhiasi:Troli geser pada balok I-dengan kabel fleksibel (paling umum untuk LH).
Batang Konduktor:Batangan berinsulasi tertutup dengan sepatu kolektor.
gulungan kabel:Untuk landasan pacu melingkar atau aplikasi tertentu.
Pemutus Arus Utama:Terletak di-panel yang dipasang di dinding atau di jembatan derek.
6. Sistem Pengendalian
Stasiun Kontrol Liontin:Stasiun tombol-menggantung dengan:
Tombol Atas/Bawah untuk kerekan
Kiri/Kanan untuk troli
Maju/Mundur untuk perjalanan jembatan
Tombol berhenti darurat
Panel Kontrol:Berisi:
Kontaktor untuk ketiga gerakan
Relai kelebihan beban untuk proteksi motor
Transformator kontrol (380V untuk menurunkan tegangan kontrol)
Blok terminal untuk pengkabelan
Sakelar Batas:Untuk batas perjalanan jembatan pada kedua ujung landasan.

Sistem Runway (Antarmuka Struktur Bangunan)
7. Balok & Penopang Landasan Pacu
Balok Landasan Pacu:Biasanya balok baja I-(biasanya lebih besar dari gelagar derek) dipasang pada kolom bangunan atau struktur atap.
Rel Landasan Pacu:Rel derek standar A45, A55, atau A65 dipasang di atas balok landasan pacu.
Klip & Baut Rel:Klip pegas-yang kuat atau klem yang dibaut untuk mengencangkan rel ke balok.
Bumper/Berhenti:Perhentian akhir di kedua ujung landasan untuk mencegah derek melewati-perjalanan.
Isolasi Listrik:Sambungan rel terisolasi untuk mencegah arus menyimpang.

Komponen Keamanan & Pendukung
8. Perangkat Keamanan Penting
Pembatas Kelebihan Beban:Perangkat mekanis (pin geser) atau elektronik untuk mencegah pengangkatan melebihi kapasitas terukur (opsional tetapi disarankan).
Perangkat Anti-Jatuh:Rem sekunder atau perlengkapan pengaman pada hoist sebagai cadangan.
Perangkat Peringatan:Buzzer atau klakson diaktifkan saat crane bergerak.
Perlindungan Kegagalan Fase:Mencegah pengoperasian motor dalam kondisi kehilangan fasa.
Konduktor Beralas:Pengardean yang benar untuk semua bagian konduktif.

.
9. Lokakarya Opsional-Lampiran Khusus
Kait Berputar:Untuk penempatan beban yang tepat.
Sistem Magnet:Untuk menangani lembaran/pelat baja (memerlukan generator terpisah).
Pengangkat Vakum:Untuk bahan non-besi atau permukaan halus.
Grab Khusus:Untuk drum, coil, atau material bengkel tertentu.
Penerangan:Lampu kerja LED-yang dipasang di derek.

Sorotan Proses Manufaktur & Perakitan
Fabrikasi Gelagar:Balok I-yang digulung dipotong sesuai panjang bentang dengan sambungan ujung dilas. Box girder dilas dari pelat baja dengan pengaku internal.
Akhir Perakitan Truk:Roda, bantalan, dan unit penggerak dipasang pada rangka ujung yang dibuat.
Lukisan:Semua komponen disemprot{0}}dan dicat dengan primer industri dan lapisan atas (biasanya abu-abu bengkel atau kuning pengaman).
Pra-Uji Perakitan:Di pabrik, derek dirakit sebagian untuk menguji fungsinya sebelum dibongkar untuk pengiriman.
Instalasi Situs:Komponen dikirimkan secara terpisah dan dirakit di-lokasi menggunakan sambungan baut (tidak perlu pengelasan).

Sketsa

Teknis utama

Keuntungan
1. Efisiensi Biaya-yang Luar Biasa
Investasi Awal yang Lebih Rendah:Khas30-50% lebih murahdibandingkan derek girder ganda yang sebanding, dengan pemasangan yang lebih sederhana dan memerlukan lebih sedikit modifikasi struktural pada bangunan yang sudah ada.
Mengurangi Biaya Operasional:Penggerak motor tunggal-yang hemat energi (dibandingkan beberapa motor tersinkronisasi) dan persyaratan perawatan minimal menghasilkan biaya seumur hidup yang lebih rendah.
Suku Cadang Terjangkau:Komponen yang diproduksi secara massal dan terstandarisasi memastikan ketersediaan komponen pengganti dan harga yang bersaing.
2. Ruang-Desain yang Dioptimalkan
Ruang Kepala yang Dimaksimalkan:Konfigurasi underhung (kerekan berjalan di bawah gelagar) menyediakantinggi kait yang optimal– penting di bengkel dengan jarak plafon terbatas.
Penggunaan Ruang Lantai Minimal:Tidak seperti derek bergerak atau forklift, derek LH beroperasi di atas kepala, menjaga ruang lantai yang berharga tetap bersih untuk peralatan produksi dan alur kerja.
Profil Ringkas:Desain balok tunggal menciptakan profil visual yang lebih ramping sehingga tidak terlalu mengesankan di lingkungan bengkel yang lebih kecil.
3. Kesederhanaan Instalasi & Pengoperasian
Perakitan Modular:Komponen yang telah{0}}direkayasa sebelumnya memungkinkaninstalasi cepat(seringkali 1-3 hari) dengan gangguan minimal terhadap operasi yang sedang berlangsung.
Pengoperasian yang Mudah:Kontrol gantung yang intuitif memerlukan pelatihan operator minimal, sehingga personel di pabrik dapat mengoperasikan derek dengan aman melalui instruksi singkat.
Perawatan Langsung:Semua komponen penting mudah diakses dari lantai bengkel atau platform portabel, sehingga menyederhanakan pemeriksaan dan perbaikan rutin.
4. Kinerja yang Andal untuk Tugas Standar
Teknologi Terbukti:Memanfaatkan prinsip-prinsip teknik yang-berusia puluhan tahun dan-dipahami dengan baik dengan titik kegagalan minimal.
Siklus Tugas yang Memadai:Dirancang untukFEM/ISO A3 (Tugas Sedang)klasifikasi – cocok untuk kebutuhan pengangkatan yang terputus-putus namun teratur di sebagian besar bengkel (biasanya Kurang dari atau sama dengan 150 start/jam).
Presisi yang Cukup:Kerekan berkecepatan-ganda standar (tipe MD) memberikan pergerakan cepat dan penentuan beban yang presisi (±10mm) untuk sebagian besar tugas bengkel.
5. Keamanan & Kepatuhan
Fitur Keamanan Bawaan-:Termasuk perlindungan penting: pembatas beban berlebih (opsional tetapi disarankan), sakelar batas atas/bawah, penghentian darurat, dan perlindungan fase.
Mengurangi Risiko Penanganan Manual:Menghilangkan kebutuhan akan pengangkatan manual yang berbahaya, mengurangi cedera di tempat kerja dan biaya terkait.
Kepatuhan terhadap Peraturan:Jika dipasang dan dipelihara dengan benar, memenuhi atau melampaui standar keselamatan bengkel OSHA, ANSI, dan nasional lainnya.
6. Fleksibilitas & Kustomisasi
Rentang Kapasitas Luas:Tersedia dari1 hingga 20 ton, mencakup 95% dari persyaratan pengangkatan bengkel pada umumnya.
Dapat Beradaptasi dengan Berbagai Tata Letak Lokakarya:Dapat dikonfigurasi dengan panjang bentang, ketinggian pengangkatan, dan opsi catu daya yang berbeda (perhiasan, batang konduktor, atau gulungan kabel).
Kompatibilitas Lampiran:Mudah diintegrasikan dengan alat pengangkat standar: kait, magnet, pengangkat vakum, dan pegangan khusus.
Aplikasi:
Bengkel Manufaktur & Fabrikasi
Pemuatan/Pembongkaran Mesin:
Memasukkan bahan mentah (pelat baja, batangan, billet) ke dalam mesin CNC, mesin bubut, dan pusat penggilingan
Menghapus bagian yang sudah jadi dari meja kerja
Penggunaan umum:Kapasitas 3-5 ton, rentang 15-20m
Penempatan Benda Kerja:
Memegang komponen untuk pengelasan atau perakitan
Memutar komponen untuk-pemesinan multisisi
Memposisikan perlengkapan dan jig yang berat
Penanganan Alat & Mati:
Memasang/melepaskan cetakan-berat sedang pada mesin cetak
Memindahkan rakitan cetakan di bengkel injeksi plastik
Bengkel Otomotif & Transportasi
Pekerjaan Mesin & Transmisi :
Melepas dan memasang mesin di tempat perbaikan (kapasitas 2-3 ton khas otomotif)
Menangani transmisi truk/peralatan (kapasitas 5-10 ton)
Penanganan Sasis & Rangka:
Memindahkan rangka kendaraan melalui stasiun perakitan atau perbaikan
Memposisikan komponen sasis yang berat
Pemeliharaan Komponen:
Gandar pengangkat, diferensial, dan komponen suspensi besar
Menangani panel bodi besar selama restorasi
Fasilitas Perawatan & Perbaikan
Perombakan Peralatan:
Melepaskan motor, pompa, kompresor, dan gearbox untuk diservis
Memposisikan alat berat pada saat pemeliharaan
Dukungan Tanaman:
Memasang/melepas unit HVAC, pengatur udara, dan saluran kerja
Menangani trafo dan panel listrik selama peningkatan
Perakitan & Operasi Produksi
Pengumpanan Komponen:
Memasok suku cadang ke stasiun perakitan secara berurutan
Mentransfer sub-rakitan antar sel kerja
Pergerakan Produk:
Memindahkan produk rakitan ke area pengujian atau pengemasan
Memuat barang jadi ke kendaraan pengiriman
Pergudangan & Logistik (Lokakarya-Terintegrasi)
Penanganan Bahan:
Memindahkan bahan mentah dari penyimpanan ke area produksi
Menangani barang jadi di dalam zona penyimpanan bengkel
Memuat Dukungan Dock:
Memindahkan barang-barang berat antara bengkel dan kendaraan pengiriman
Memposisikan peti dan kontainer untuk pengiriman
Derekproduksi prosedur
Tahap 1: Desain & Rekayasa Berbasis FEM-
Ini adalah tahap paling kritis, dimana profil operasional crane ditentukan berdasarkan FEM 1.001.
Persyaratan Klien & Klasifikasi FEM:
Tentukan secara pastiKelompok Tugas FEM (misalnya, 2m, 3m, 4m)DanSpektrum Beban (misalnya, L1, L2, L3)berdasarkan data operasional klien (jam penggunaan per hari, lift per jam, beban rata-rata sebagai persentase kapasitas).
Perhitungan Rekayasa Tingkat Lanjut:
Analisis Struktural (FEA):Balok tunggal (balok atau kotak I{0}}) dimodelkan dan dihitung untuk defleksi dan tegangan pada beban dinamis khusus untuk kelas FEM yang ditetapkan, bukan hanya beban statis.
Perhitungan Umur Komponen:Jumlah siklus yang diharapkan untuk penggerak hoist, troli, dan travel dihitung. Komponen kemudian dipilih yang umur desainnya memenuhi atau melampaui angka ini.
Analisis Kelelahan:Sambungan las kritis dan elemen struktur dianalisis umur kelelahannya sesuai dengan persyaratan standar FEM untuk kelompok tugas.
Daftar Bahan (BOM):Setiap komponen, mulai dari motor hoist hingga bantalan dan kontak listrik, ditentukan dari pemasok yang dapat menyediakan komponen yang sesuai dengan tugas FEM yang disyaratkan.
Tahap 2: Pengadaan & Persiapan Material
Pengadaan:Sumber baja bersertifikat danFEM-komponen yang diklasifikasikan. Misalnya saja, pengadaan hoist yang secara eksplisit diperingkat untuk tugas FEM 3m, bukan hanya hoist generik dengan kapasitas tertentu.
Persiapan Bahan:Baja dipotong dan disiapkan. Untuk kelas FEM yang lebih tinggi (misalnya 4m), sertifikasi material dan standar persiapan yang lebih ketat mungkin berlaku.
Tahap 3: Fabrikasi & Perakitan Struktural
Fabrikasi Gelagar:
Balok utama dibuat, seringkali dari balok I-yang digulung untuk kelas yang lebih ringan atau kotak yang dilas untuk kekakuan yang lebih tinggi di kelas sedang.
Pengelasan:Semua pengelasan dilakukan oleh tukang las bersertifikat dengan menggunakan prosedur yang memenuhi syarat untuk mutu baja tertentu. Kualitas las sangat penting untuk mencapai umur kelelahan yang dihitung.
Verifikasi Dimensi:Gelagar diperiksa kelurusan dan keruntuhannya (sedikit ditekuk ke atas) untuk memastikannya memenuhi kriteria defleksi di bawah beban sesuai desain.
Tahap 4: Perakitan Mekanis
Akhir Perakitan Truk:Roda, gandar, dan bantalan dirakit menjadi truk akhir. Ukuran roda dan bantalan dipengaruhi secara langsung oleh kelas FEM, yang menentukan jumlah putaran roda selama masa pakai derek.
Perakitan Jembatan:Gelagar utama dihubungkan ke truk ujung.
Pemasangan Troli dan Hoist:Unit pengangkat dengan rating FEM-dipasang pada troli, yang kemudian ditempatkan pada balok penopang.
Tahap 5: Instalasi Sistem Kelistrikan & Kontrol
Instalasi Komponen:Panel listrik, kontaktor, dan relay dipasang. Ini dipilih berdasarkan ketahanan mekanik dan listriknya, yang harus selaras dengan jumlah siklus pengoperasian dalam klasifikasi FEM.
Pengkabelan:Semua kabel dipasang sesuai skema, dengan fokus pada perutean yang aman dan terlindungi untuk mencegah kegagalan.
Perangkat Keamanan:Sakelar batas dan perangkat proteksi beban berlebih dipasang dan dikalibrasi.
Tahap 6: FEM-Pengujian & Inspeksi Kepatuhan (FAT)
Derek menjalani pengujian ketat yang mencerminkan klasifikasi FEM-nya.
Inspeksi Visual & Dimensi:Verifikasi semua komponen dan pengerjaan.
Tidak-Uji Beban:Semua gerakan diuji untuk kelancaran pengoperasian, kebisingan, dan keselarasan.
Pengujian Beban:
Uji Beban Statis:Mengangkat beban uji125% dari kapasitas terukuruntuk memverifikasi integritas struktural dan penahan rem. Ini adalah persyaratan universal.
Uji Beban Dinamis:Pengangkatan110% dari kapasitas terukurdan menjalankannya melalui semua gerakan. Durasi dan siklus pengujian mungkin lebih ekstensif untuk kelas FEM yang lebih tinggi guna mensimulasikan siklus tugasnya yang intens.
Tes Fungsionalitas & Keamanan:Semua perangkat keselamatan diuji untuk memastikan perangkat tersebut dapat bekerja dengan andal untuk jumlah siklus yang diperlukan.
Tahap 7: Pembongkaran, Pengecatan & Pengemasan
Pembongkaran:Derek dibongkar untuk pengiriman.
Lukisan:Sistem cat perlindungan-korosi diterapkan.
Dokumentasi & Sertifikasi:Yang terpenting, pabrikan menyiapkan aFile Kesesuaian FEMatau sertifikat, yang menyatakan kelas tugas derek dan memastikan bahwa derek tersebut dibuat sesuai standar.
Tahap 8: Instalasi & Komisioning Lokasi (SAT)
Pemasangan:Derek dipasang kembali di landasan klien.
Komisioning Akhir & SAT:Derek diuji lagi-di lokasi untuk memastikan dipasang dengan benar dan berfungsi sebagaimana mestinya.
Penyerahan:Dokumentasi FEM diberikan kepada klien, bersama dengan pelatihan operator.

Tampilan bengkel:
Perusahaan telah memasang platform manajemen peralatan cerdas, dan telah memasang 310 set (set) robot penanganan dan pengelasan. Setelah rencana selesai, akan ada lebih dari 500 set (set), dan tingkat jaringan peralatan akan mencapai 95%. 32 jalur pengelasan telah digunakan, 50 direncanakan akan dipasang, dan tingkat otomatisasi seluruh lini produk telah mencapai 85%.





Tag populer: aplikasi bengkel model lh overhead crane, Cina aplikasi bengkel model lh overhead crane produsen, pemasok, pabrik
Anda Mungkin Juga Menyukai





Kirim permintaan